









冷喷锌钢结构防腐涂料调配流程
发布时间:
2025-04-20 09:52
来源:
锌盾科技
作者:
锌盾
第一步 确认产品批号、型号及保质期
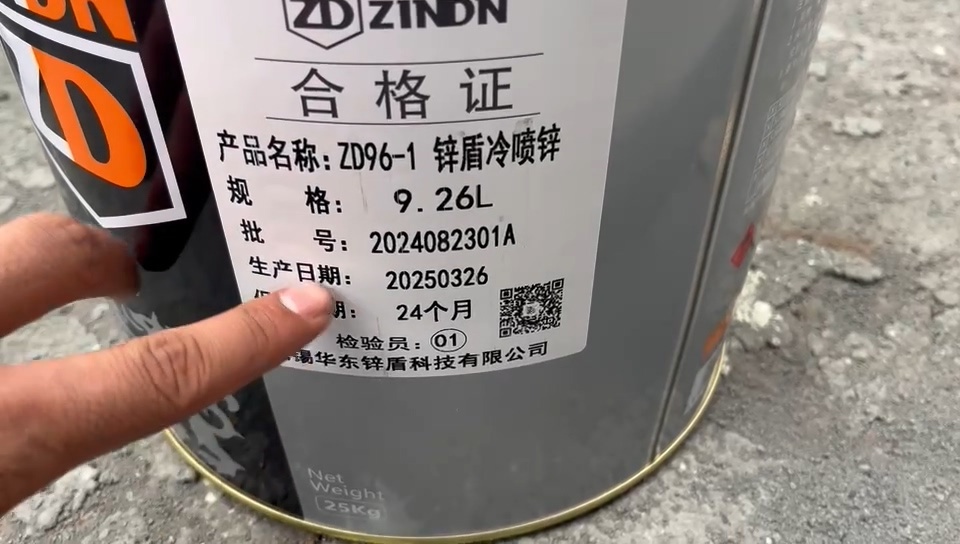
第二步 油漆开桶
使用专业开桶工具或平口螺丝刀开桶,注意戴好手套,避免划伤,查看原漆开桶状态是否异常。

第三步 原漆搅拌
使用电动或气动搅拌器,对原漆搅拌2分钟左右。
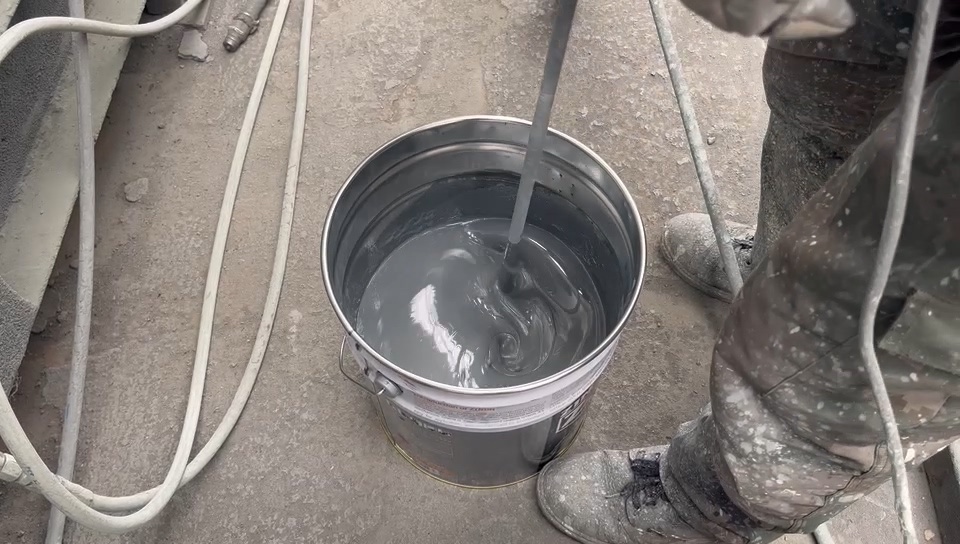
第四步 添加稀释剂
稀释剂称重配比后,加入到冷喷锌原漆桶里,并充分搅拌均匀。
高压无气喷涂,建议添加0%-5%重量比,稀释剂配比太多会导致流挂不上膜厚。(需注意:冷喷锌建议一遍喷涂干膜厚度在40-50微米,超过60微米时需分两遍喷涂,待第一遍表干后即可喷涂第二遍)

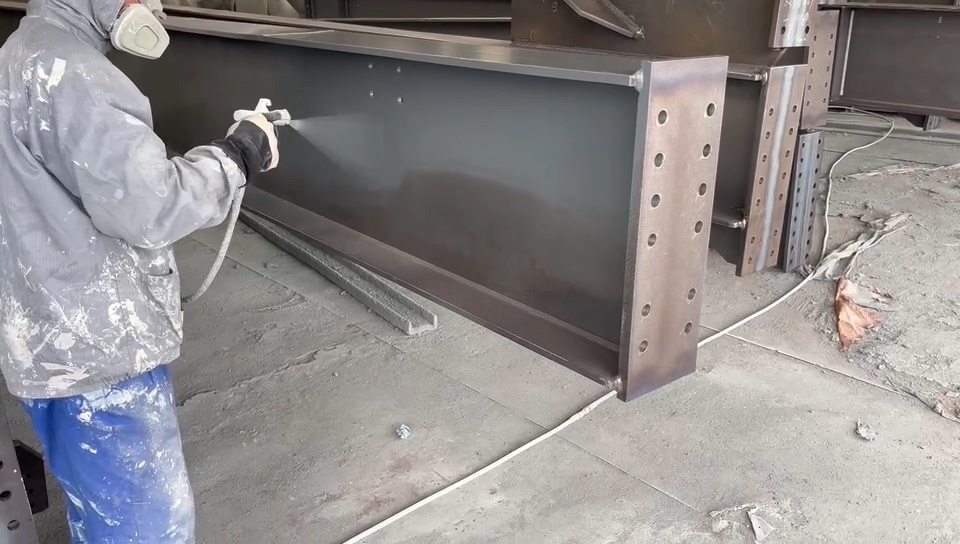
第五步 压枪准备喷涂
查看涂料雾化效果,雾化不佳时,可适当添加稀释剂或更换合适枪嘴。

第六步 喷涂冷喷锌
第七步 查看干燥后的外观

推荐新闻
2025-06-16
2025-06-11
2025-06-06
2025-05-28
2025-05-28




